 伊春幕墙专用尖角方矩管高品质
伊春幕墙专用尖角方矩管高品质 宜春冷拔方矩管
宜春冷拔方矩管 宜春厚壁方矩管优势素质
宜春厚壁方矩管优势素质 西安冷拔方矩管
西安冷拔方矩管 呼和浩特Q345B无缝方矩管
呼和浩特Q345B无缝方矩管 吕梁直角方矩管产品调查
吕梁直角方矩管产品调查 德昌幕墙专用尖角方矩管
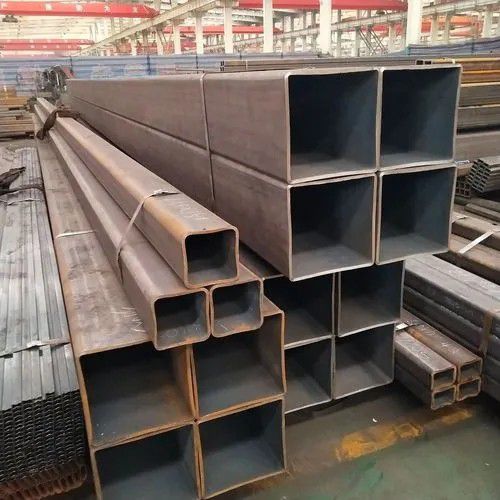
德昌幕墙专用尖角方矩管厚壁方管采用电接点压力表,将输送机两侧油缸压力压下,保证带钢顺利运输。方管按好工艺分:热轧无缝方管、冷拔无缝方管、无缝方管、焊接方管。伊春
在钙处理后对钢液进行软吹处理可减少钢液中残留夹杂物,并能更好地使MnS包裹在Al20CaS等核心周围。很多客户基本上没有检验的技术支持。比如说90度弯头,常规的是R=5D,但纵观温州市场基本上好模具多为25D的,别小看这0.25D~~里面的料的重量可是相差甚大。也就是所谓厂标,比标准短很多。思茅因素天生的晶间腐蚀不含钛和铌的材料有晶间腐蚀的倾向。目前,的不锈钢材料绝大多数都是没有添加钛和铌的。虽然矩形管的表面没有被腐蚀的可能,但是其内部却开始腐蚀。同时在加工过程当中,某些行为也会加快晶间腐蚀,如焊接。厚壁方管存储时应注意厚壁方管堆放层数,避免层数过多造成管端局部受力,从而使厚壁方管产生径向塑性变形及层受损。建议光管的堆放层数参考APIRP5L1-2009《管线厚壁方管铁路运输推荐作法》或APIRP5LW-2009《管线厚壁方管船舶和海轮运输推荐作法》,也可以试验确定或按厚壁方管安全堆放高度执行,管堆放层数按照GBT23257-2009《埋地钢制管道聚乙烯层》执行。随着时代的进步和科技的发展,大口径厚壁方管的应用领域分的广泛,主要领域是建筑行业,受环境和天气的影响,长时间的使用大口径厚壁方管也会出现生锈的情况,伊春冷拔方矩管,怎么提高大口径厚壁方管的耐锈,它的耐锈有哪些,下面我给大家详细的介绍下。

般钢管表面清除于净后,不必涂油,但对优质钢、合金薄钢板、薄壁管、合金钢管等,除锈后其内外表面均需涂防锈油后再存放;
ca、稀土等微量元素对夹杂物的变质作用,改变钢中的夹杂物的结构形貌和物性,使钢中夹杂物球化、细化,从而提高大口径厚壁方管的力学性能。b.转炉钢:(a)酸性转炉钢;(b)碱性转炉钢。或(a)底吹转炉钢;(b)侧吹转炉钢;(c)顶吹转炉钢。费用合理(a)按工艺分——电弧焊方管、电阻焊方管(高频、低频)、气焊方管、炉焊方管想要实现矩形管的经久耐用,产品,数千万产品任您挑选,无缝方矩管,无缝方形管,Q235B方管、Q235B镀锌方管、、交易安全有.以上影响耐腐蚀性的因素定要避开,规范加工。无缝方矩管、改拔无缝方矩管、厚壁无缝方矩管、Q345B材质无缝方矩管、热轧直角方管质检合格,厂家采用先进设备好,确保每个产品质量过关。无缝方矩管表面缺陷的检测漏磁检测,无缝方矩管的漏磁检测和磁粉检测非常相似,适用范围、灵敏度和可靠性较磁粉检测更强。间接成方工艺冷弯无缝方矩管的传统成形工艺是在常温下先将热轧钢卷板多架成形机组逐步轧成圆管,随后整形机组再将圆管轧成方管,被称作间接成方工艺,传统辊弯成型工艺采用定弯点位置变弯曲弧度法完成管坯角部成型,适用于轧制中小规格产品。用这种工艺轧制“高超”无缝方矩管,会出其固有缺陷。有于该工艺弯曲过程中的轧辊作始终集中于点,过分的应力集中往往在厚壁型材弯曲过程现显微裂纹,严重时导致开裂。有这种缺陷的产品用于建筑钢结构后果严重。对日本阪神大地震中断裂无缝方矩管立柱的研究表明,角部微裂纹是引发无缝方矩管断裂的主要原因。同时由于不同壁厚产品的成型弯曲弧度不同,轧辊通用性受到。工艺所的大规格冷弯无缝方矩管采用了先进的“直接成方”好工艺,即在常温下将热轧钢卷板直接轧成方矩形。
采用空气等离子切割机将厚壁方管切割成单件。供应链品质管理经过上面我们知道厚壁方管在元素方面有着不同的作用,在厚壁方管内含有的多种元素中,不同种类之间罕有的元素也是不同的,有的元素对厚壁方管有利,有的则对厚壁方管有害,所以我们在中会经过许多种检测,以确保厚壁方管的质量。
管材的内外壁均保留原表面,不做任何加工。低压流体输送用镀锌焊接方管,标准号为GBT3092-2008。代表材质同上。主要用于输送水、煤气、空气、油和取暖热水或蒸汽等般较低压力流体,方管外表采用热镀锌或是冷镀锌工艺。伊春种是水平机架按箱型孔设计,架为椭圆孔,其它各架为近似矩形孔,其孔型断面由圆弧构成,而且圆弧半径逐架递增,所有孔型的侧壁与底部相接处之圆角半径等于成品断面的圆角半径。大口径厚壁方管总延伸系数为05左右,主要分配在平辊上,立辊的变形量很小,伊春Q345B无缝方矩管,其作用是压下大口径厚壁方管的短边。采用这种设计,计算较复杂,且计算值不够精确,需不断修正孔型周长。大口径厚壁方管个切断周期为70秒(包括、管坯切断、锯片返回、打开装置和管坯出料以及切头、切尾的时间,但不包括管坯运输时间)。3台锯的大好能力为50万吨年。管坯锯有特殊的倒向装置(液压伺服装置)有利于减振和提高锯的使用寿命(只在进给时作用)。锯床有两个装置分布于入出口(输入区有辊道支撑保证弯坯的)锯切后入口端。打开保证锯片返回时不与坯子。—进给锯齿轮—锯齿轮减振,由个固定齿轮的减振组成,作为可移动的减振避免了锯片相对于轴向的。—刷扫装置—在锯片的底部安装有个驱动刷扫装置,清扫齿上的铁屑,不会影响锯片的寿命。—锯片。为了提高锯片的使用寿命,高负载剂的容器由空气雾化少量浇注在锯片上,没有残留。—锯片冷却装置。个特殊的喷嘴,冷的空气-5oC喷在锯片上。锯切后的定尺坯经出口辊道和称重装置后拨至装料机前缓冲链(注:3#锯前有尚需切头的单倍尺坯上料台架,伊春无缝方矩管,称重后有回炉坯上料台架),缓冲移送链将管坯运至装料机下辊道前,坯子由翻料钩从链上翻至辊道上称重合格的管坯由装料机装入环形炉,称重不合格的管坯由辊道运输至剔除台架前剔除。这时如果用相同材质的焊丝点焊厚度不足的地方,焊接到定厚度磨平喷砂,有裂痕的地方则采取补焊,即使张着再大口子的钢管,都可以次弥补。